- Laser od Warszawskiego Hackerspace
- Intro
- Odpalanie lasera
- Różne techniki
- Engraving dwustronny
- FAQ
- Jak przygotować DXF do grawerowania+cięcia?
- Wycina mi dwukrotnie ścieżki
- Krawędzie ciętej pleksy są postrzępione/przyciemnione
- Z lasera dobywa się dziwny pisk
- Z tyłu lasera wylała się woda, i teraz boli mnie brzuch
- Laser nie wyłącza się między wycinanymi elementami
- Laser dojedzie do którejś z krawędzi i wydaje niepokojące dźwięki
- Odpadł guzik
- Laser na nic nie reaguje
- Laser po zatrzymaniu/odpaleniu kolejny raz, nie wycina w tym samym miejscu
- Mój materiał jest krzywy
- Folia na plexi
- Ciekawe materiały
- dobieranie parametrów dla nowych materiałów
- ważne!
Laser v2
Laser od Warszawskiego Hackerspace
Intro
- Krótkie intro do laseraUWAGI!
Ognisko soczewki jest ~6 mm poniżej wylotu metalowej dyszy.
Nie laserujemy dużych ilości lub bardzo śmierdzących materiałów podczas godzin pracy urzędu (7-16), bo wzywają straż pożarną.
Laser łyka pliki:
- .SVG
- .DXF
- .GCODE
Jeśli masz np. .jpeg, można go przerobić w Inkscape.
Aktualny program do lasera
LightBurn
Przestrzeń robocza i dokładność
380x297
Nie da się wygrawerować na całej A3 (420x297), ale na spokojnie wejdzie ona do lasera.
Laser jest dokładnym urządzeniem, ale trzeba też wziąć poprawki na dwie rzeczy:
- Wycinanie stożkowe
W przypadku cieńszych materiałów nie będzie to robiło większego znaczenia, ale gdy wybierzemy plexę 5 mm wyraźnie będzie można zobaczyć, że laser ewidentnie tnie pod pewnym kątem, dlatego na wyższej warstwie wycinany element będzie miał większe wymiary niż na dolnej warstwie.
- Różnice w wycięciu w danym miejscu na polu roboczym
Często zdarza się tak, że przy wycinaniu super precyzyjnej części na laserze, np. w lewym górnym rogu przestrzeni roboczej może odrobinę się różnić, co wyjdzie przy wycinaniu tablicy perforowanej na wcisk.
Odpalanie lasera
- Sprawdź czy lusterko jest czyste
- Włącz prąd na ścianie po lewej stronie za drukarkami (jeśli nikt nie korzysta z drukarek - światło powinno być nad nimi włączone)
- Włącz odciąg, wsadzając czarną wtyczkę (podpisaną odciąg na białej kartce) do przedłużacza obok włącznika
- Włącz listwę do lasera (za monitorem)
- Włącz komputer (pod blatem)
- Włącz laser (przełącznik po prawej stronie pudła z laserem, obok monitora)
- Odkręć przeciwnie do ruchu zegara czerwony safety “grzybek” (z przodu lasera)
- Naduś HV on (z przodu lasera)
- Po wypaleniu i przed otwarciem klapy naduś HV off
- Po skończonej zabawie wyłącz wszystko w odwrotnej kolejności niż ta z którą włączałeś.
NOWE DLA ZASILACZA 100W/TUBY 80W
? NIGDY NIE USTAWIAJ MOCY WIĘKSZEJ NIŻ 62 ?
Minimalna moc lasera: 4-5% (Poniżej 4% nie działa)
Wycinanie
Tabela materiałów/grubości/mocy i prędkości
| Materiał | Prędkość | Moc | Komentarz |
|---|---|---|---|
| MDF 3mm | 30 mm/s | 60% | proste kształty (detali nie wytnie) |
| 20 mm/s | 35% | trochę przyfajczone, <30% nie wytnie drobnych detali | |
| 10 mm/s | 18% | lepsza jakość (ostrzejsze krawędzie) niż przy 20mm/s | |
| pozytywna sklejka 3mm | 14 mm/s | 50% | |
| sklejka z odzysku 5mm | 16 mm/s | 37% | |
| papier | 30 mm/s | 10% | przy wyższej mocy ? |
| plexi 3mm | 20 mm/s | 25-30% | |
| folia MYLAR 0.125mm | 5 mm/s | 10% | folia nie pali się ani nie węgli, przy dobrej ostrości (10mm podłoża) juz praktycznie nadaje się do szablonów SMD |
Wektorowy grawer
| Materiał | Prędkość | Moc | Komentarz |
|---|---|---|---|
| MDF | 10 mm/s | 10% | light engraving. 5-20mm/s działa. minimalna wysokość tekstu: 1.5mm (vector), 3mm (dwie linie) |
| pozytywna sklejka | 10 mm/s | 10% | light engraving |
| 30 mm/s | 15% | głębokie nacięcia, nie nadaje się do detali | |
| plexi | 5-22 mm/s | 10% | light engraving |
| 15 mm/s | 12% | głębokie nacięcia | |
Rastrowy grawer
| Materiał | Prędkość | Moc | Komentarz |
|---|---|---|---|
| MDF | 120 mm/s | 11% | light engraving |
| pozytywna sklejka | 200 mm/s | 12% | całkiem ok, i guess, zaczyna minimalnie gubić kroki (scanline step 0.004in) |
? DO NOT USE ?
| Materiał | Prędkość | Moc | Komentarz |
|---|---|---|---|
| HIPS 3mm | Śmierdzi, trochę dusi, brzydkie krawędzie, raczej pls donut cut. | ||
| ABS | Absolutnie nigdy nie ciąć. Zabija lasery i hakerów. | ||
| PVC | jw. | ||
Więcej o zakazanych materiałach:
Różne techniki
engraving drobnego tekstu na szybko
Jeśli engravujesz drobny tekst (≤ 12 pt czy nawet trochę większy) na laserze, to możesz nie robić “simulated fill” i po prostu pojechać laserem po krawędziach. Efekt jest porównywalny, a robi się szybciej.
Engraving dwustronny
Można dość precyzyjnie wypalić coś po drugiej stronie. Można to zrobić nawet na oko, ustawiając punkt odniesienia na środek (“Refer: Center” w różowo-niebieskim okienku) i celując trąbą w środek elementu. Innym pomysłem jest wzięcie czystej, śmieciowej formatki, przytwierdzenie jej na brzegach do kraty, a następnie wycięcie kształtu elementu, prawdopodobnie odwróconego. Jeśli nie chce Ci się bawić formatką, można zrobić sobie jig z magnesów, korzystając być może również z krawędzi kraty. W tym ostatnim przypadku trzeba sprawdzić, czy krata leży prosto względem ramy lasera (która jest w przybliżeniu równoległa do łożysk), a nie stołu.

Co nie działa: nie działa imadło, które jest wbudowane w stół pod kratą, bo cały stół jest krzywy.
FAQ
Jak przygotować DXF do grawerowania+cięcia?
laser rozpoznaje warstwy po kolorze, a np. Fusion 360 nie wspiera tego.
- Otwórz DXF w LibreCAD
- Zaznacz wszystkie ścieżki, znajdź „Attributes” i ustaw im kolor _niebieski_
- Zaznacz ścieżki do wycięcia → Attributes → ustaw kolor _czerwony_
Wszystko to można także zrobić już w LightBurn.
Wycina mi dwukrotnie ścieżki
Zmniejsz szerokość linii ~znacznie~ (0,001mm działa) albo wypełnij cały kontur kolorem (update: na nowym komputerze jakoś działa dobrze bez zmniejszania grubości linii w przypadku exportów PDF z Solvespace)
Przybliż też cały projekt i sprawdź czy czasem nie ma jakichś zagubionych dodatkowych kresek.
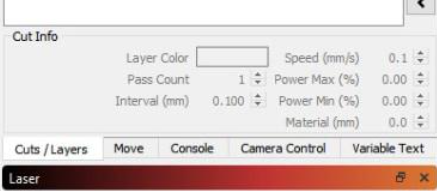
Sprawdź w "cut info" czy "pass count" nie wynosi więcej niż 1.
Krawędzie ciętej pleksy są postrzępione/przyciemnione
Nie używaj domyślnego blaszanego podłoża. Wyjmij je i połóż plexi na jakich innych dystansach najlepiej tak by wszystkie krawędzie cięcia wisiały w powietrzu. Grubość domyślnego podłoża 20 mm.
Z lasera dobywa się dziwny pisk
Po włączeniu laser powinien wydobyć cztery sekundowe piski. Oznacza to że System Wykrywania Chłodzenia™ poprawnie się uruchomił. Jeżeli laser dalej wydaje dźwięki (półsekundowe piski lub ciągły pisk) oznacza to że chłodzenie nie działa poprawnie.
Z tyłu lasera wylała się woda, i teraz boli mnie brzuch
W przypadku wycieku chłodziwa należy wyłączyć laser i unikać kontaktu z cieczą. Jest to woda destylowana☠ z dodatkiem glikolu etylenowego☠.
Laser nie wyłącza się między wycinanymi elementami
Wystarczy w okienku w prawym górnym rogu wpisać $32=1
Wszystko powinno wrócić do normy.
Laser dojedzie do którejś z krawędzi i wydaje niepokojące dźwięki
Najlepiej kliknąć "home" i poprawić kabel, który się haczy. Czasem ten problem występuje także w momencie, gdy projekt mieści się na milimetry w polu roboczym. Wtedy niestety trzeba zmniejszyć projekt.
Odpadł guzik
Po prostu wciśnij guzik na swoje miejsce.
Laser na nic nie reaguje
Kliknij "devices" i wybierz laser, by go jeszcze raz podłączyć do programu.
Laser po zatrzymaniu/odpaleniu kolejny raz, nie wycina w tym samym miejscu
Niestety, tak właśnie będzie. To rosyjska ruletka. Jeśli masz szczęście, laser będzie kontynuować w tym samym miejscu, jeśli nie, przesunie się o kilka milimetrów. Dlatego właśnie zaleca się wycinać wszystkie elementy za jednym razem, nie włączając np. każdej z warstw osobno. Jest spora szansa, że w taki sposób całość pójdzie do śmieci.
Mój materiał jest krzywy
Nie bój się użyć papierowej taśmy do przylepienia go do stołu. Nie powinno się z nią nic stać.
Folia na plexi
Lepiej jest zostawić folię, aby przy obróbce plexi się nie porysowała, ale ma to swoje wady. Np. jeśli tniesz grubą plexi (5 mm i grubsza) jest szansa, że folia przypali się na tyle, by zlepić się z powierzchnią. Najlepiej przed ostatecznym wycięciem sprawdzić na małym kawałeczku czy to się nie stanie. W innych warunkach folia nie będzie problematyczna.
Ciekawe materiały
kerfbend - gięcie sklejki po nacięciu
3Daxis - darmowe projekciki do wycięcia
makercase -(webapp dla tworzenia pudełek z sklejki) działa niespodziewanie nieźle, czasami przy t-slotach na krótkich ścianach wychodzą za małe taby, troszeczkę bugaste - przy pozytywnej sklejce fingerjoints (material thickness: 2.88, kerf: 0.1, grubość stroke 0.001mm ustawione w Corelu) wychodzą przyjemnie ciasne, na tyle że nie powinno się rozpaść, nawet bez stosowania
Polymer Identification
github - open source nesting
123dapp - Autodesk 123D Make potrafi kroić model 3D na plasterki pod laser
Forum tematyczne
Zebrane pliki laserowe na chmurze
Generatory pudełek
Konfiguracja lasera dla LightBurn:
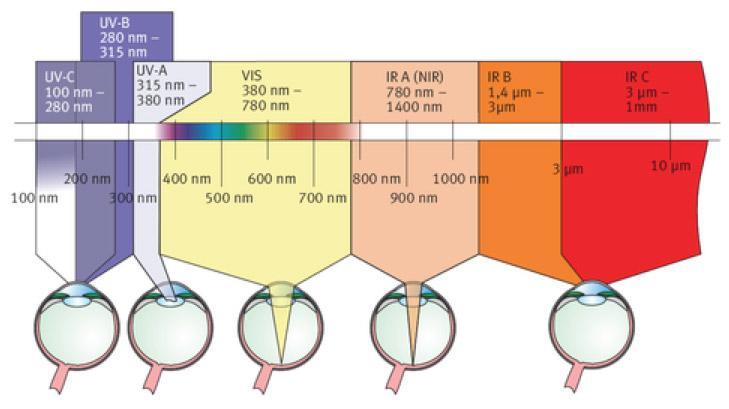
Czego spodziewać się patrząc na laser pozostałym okiem?

Pliki konfiguracjne LightBurn:
- ~/.local/share/data/bconf/data.conf - licencja
- ~/.config/LightBurn/prefs.ini - konfiguracja
dobieranie parametrów dla nowych materiałów
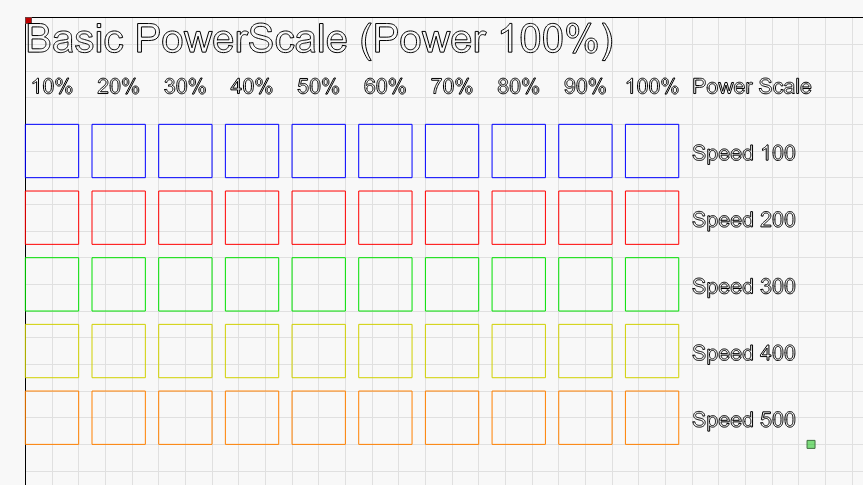
https://o2creative.co.nz/laser/ - tutaj można wygenerować rożne szablony (grawerowanie, cięcie materiałów) z siatką prędkość/moc.
Przykład podstawowego testu mocy z liniami:
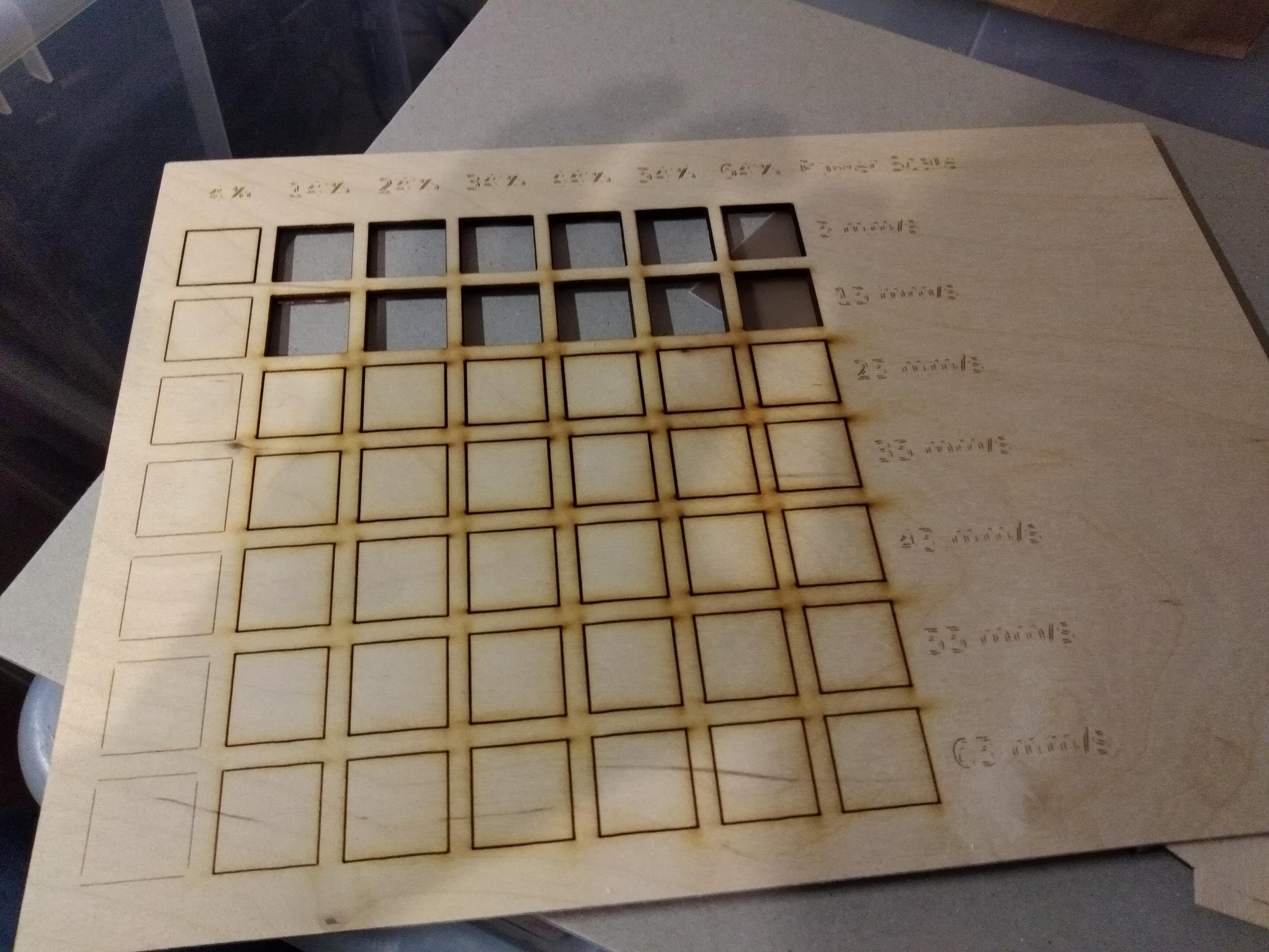
A tutaj z wypełnieniem:
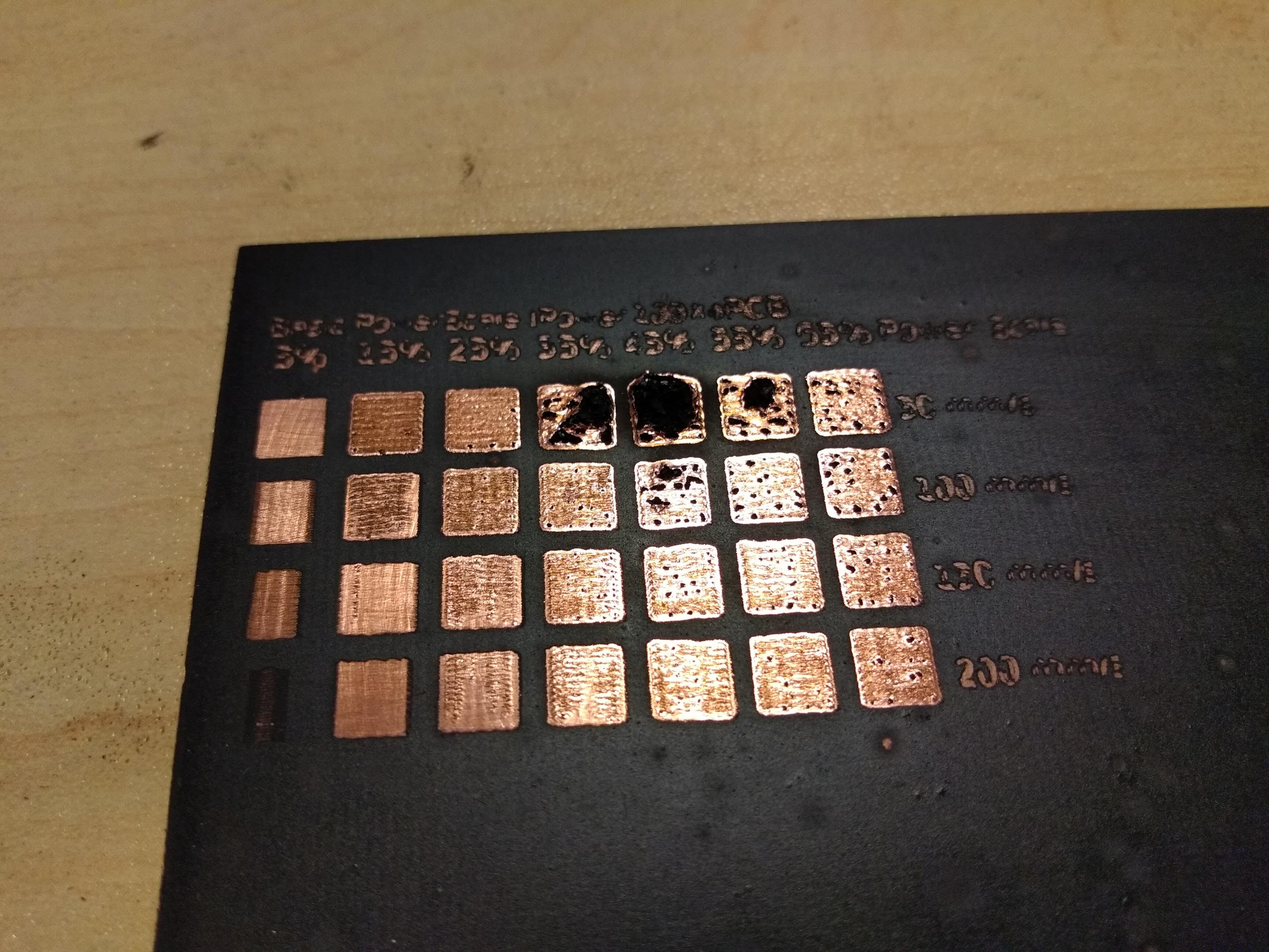
I test mocy grawerowania:
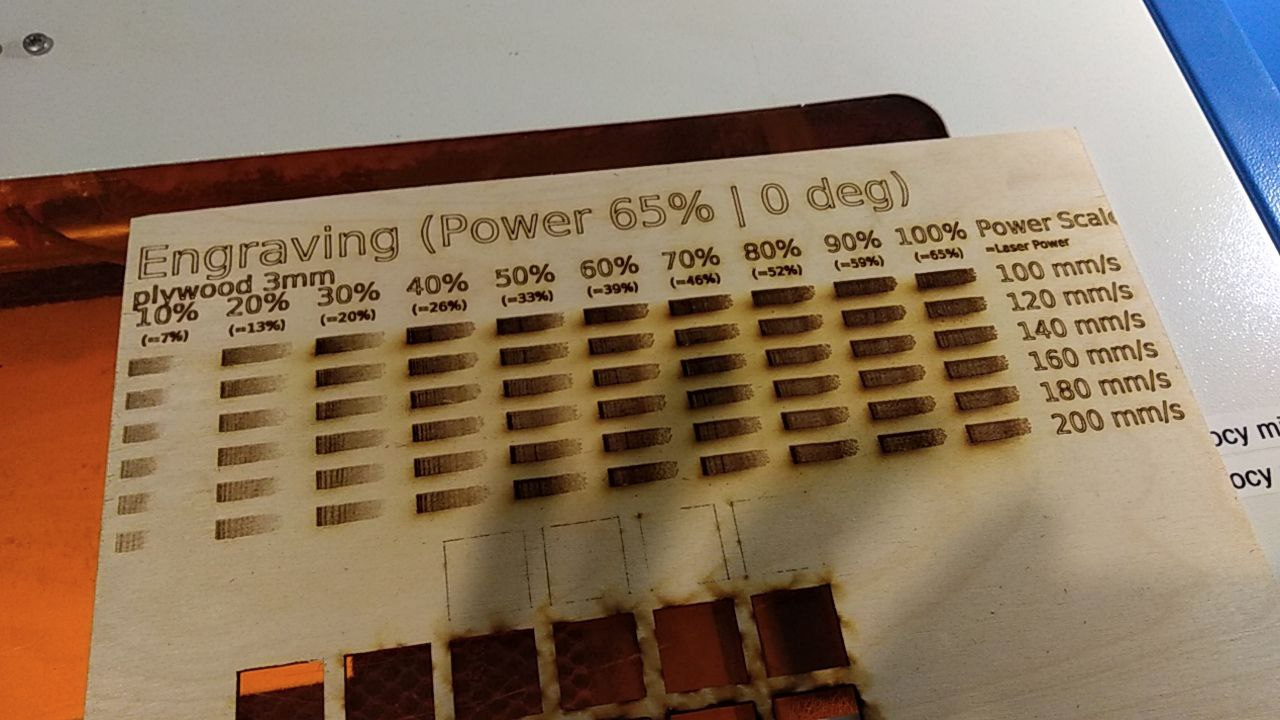
ważne!
Może się wydawać że wiersze mają tę samą moc (100%)
ALE moc jest regulowana nie przez kolor a przez własność power scale - można podejrzeć ją dla konkretnego kształtu w zakładce properties.
Pamiętaj o nie przekraczaniu 65%!
do szukania: lazer, лазер, лазерний, лазерный, різак, резак, склейка, фанера
| F222643: laserintro.pdf | |
| Apr 13 2024, 9:18 PM |
| F247284: image.png | |
| Apr 13 2024, 9:18 PM |
| F247282: image.png | |
| Apr 13 2024, 9:18 PM |
| F88896: oko2.jpg | |
| Apr 13 2024, 9:18 PM |
| F340959: NEVER-CUT-THESE-MATERIALS.pdf | |
| Apr 13 2024, 9:18 PM |
| F87021: img_0135.jpg | |
| Apr 13 2024, 9:18 PM |
| F88894: oko.jpg | |
| Apr 13 2024, 9:18 PM |
| F247278: image.png | |
| Apr 13 2024, 9:18 PM |
- Last Author
- alwaro
- Last Edited
- Dec 5 2024, 2:03 PM