Tokarka Optimum OPTIturn TU 2807VB
Artykuł In Progress
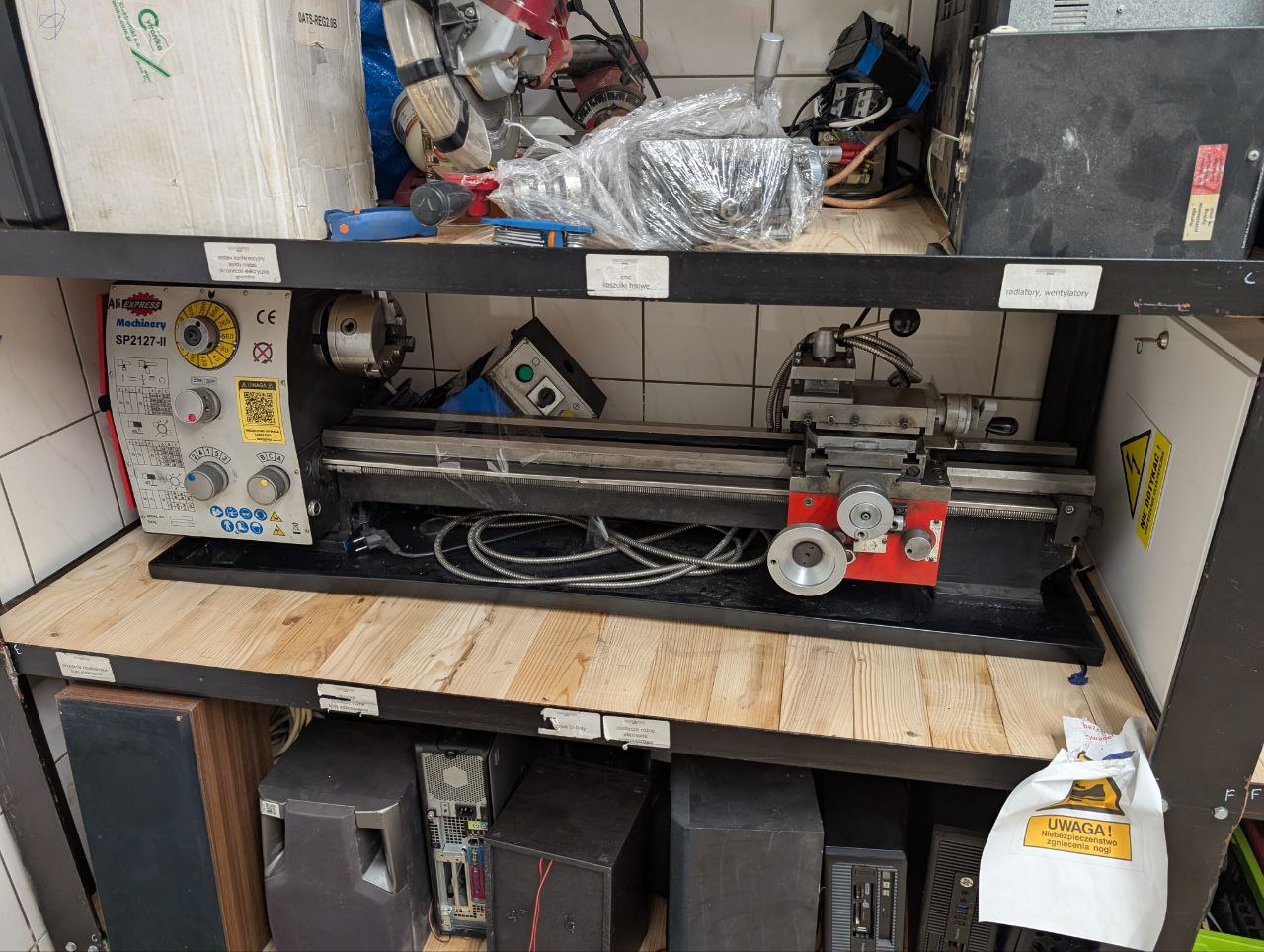

Tokarka MB 4 MB4 PL
Definicje
DTR (Dokumentacja Techniczno Ruchowa aka. instrukcja obsługi) jest dostępna na naszym OwnCloud, podlinkowana na stronie Instrukcje dostępne za hasłem
BHP
Ubiór
- Zakaz korzystania z tokarki z luźnymi rękawami, rozpiętymi koszulami itd.
- Zakaz korzystania z tokarki z luźno zwisającymi smyczami, łańcuszkami, wisiorkami
- Zakaz korzystania z tokarki z rozpuszczonymi długimi włosami (spiąć)
- Zakaz korzystania z tokarki w rękawicach - (rękawiczki nitrylowe mogą być)
- Przy toczeniu obowiązkowe jest używanie okularów ochronnych
Zasady te mają za zadanie uchronić operatora przed wciągnięciem luźno zwisających elementów w obracające się części maszyny oraz dostaniem się ciał obcych do oczu.
Obsługa
- Wyłącznik awaryjny (tzw. "grzyb") znajduje się na skrzyni przekładniowej tokarki, nad przełącznikiem kierunku toczenia. Po wciśnięciu zatrzymuje silnik maszyny (str. 14 DTR).
- Wyłącznik główny znajduje się z tyłu maszyny, za mechanizmem napędowym. Po wyłączeniu odłącza zasilanie tokarki (str. 15 DTR).
- w pozycji pionowej zasilanie jest rozłączone
- w pozycji poziomej zasilanie jest włączone, sygnalizowane przez świecenie wyświetlacza prędkości obrotowej
- Uchwyt tokarski osłonięty jest przez osłonę z krańcówką - jej podniesienie powinno zatrzymać silnik maszyny.
- Przed uruchomieniem maszyny należy upewnić się, że klucz nie pozostał w uchwycie. Osłona powinna temu zapobiec, jednak w jednej z pozycji jest możliwe pozostawienie klucza w uchwycie przy zamkniętej osłonie, co jest KATEGORYCZNIE ZABRONIONE!
Elementy sterujące oraz bezpieczeństwa
W tej części będę odnosił się do obrazka ze strony 38 DTR.# Przełącznik kierunku obrotów (oznaczony #1 w DTR) - jak nazwa wskazuje, zmienia kierunek obrotów napędu tokarki. Podstawowym kierunkiem jest kierunek prawy i jego powinniśmy używać w większości sytuacji. W przypadku konieczności użycia lewych obrotów (specyficzne operacje) należy zmienić pozycję tego przełącznika
- Wyłącznik awaryjny (#2 w DTR) - jak wspomniałem w dziale BHP, natychmiastowo wyłącza silnik. Należy go użyć w sytuacji zagrożenia bezpieczeństwa, aby zapobiec dalszej pracy maszyny,
- Przełącznik ON/OFF (#3 w DTR) - służy do włączania i wyłaczania silnika maszyny podczas normalnej pracy.
- Osłona uchwytu (#4 w DTR) - służy do zapobiegania pozostawieniu klucza w uchwycie oraz bezpośredniego kontaktu operatora z uchwytem podczas pracy maszyny. Aby uruchomić obroty należy ją zamknąć.
- Osłona ochronna wrzeciennika (#5 w DTR) - służy do ochrony kół przekładniowych przed dostępem podczas pracy maszyny. Zabezpieczona jest krańcówką, która wyłącza maszynę w razie jej otwarcia.
- Koła zmianowe i tabliczka posuwów (#6 w DTR) - ukazuje możliwe kombinacje kół przekładniowych oraz prędkości obrotowe wrzeciona i mechanizmu posuwu do uzyskania na tej maszynie przy odpowiedniej kombinacji kół.
- Przełącznik kierunku posuwu (#7 w DTR) - przełącznik służący do wyboru kierunku posuwu w lewo lub prawo
- Przełącznik szybkości posuwu (#8 w DTR) - służący do wyboru jednej z 3 dostępnych prędkości posuwu przy danej kombinacji kół przekładniowych. Patrz: #6, tabliczka posuwów
- Pokrętło suporta wzdłużnego (#9 w DTR) - służy do przemieszczania supportu wózka (z uchwytem noża) wzdłuż materiału ("prawo" lub "lewo", dalej lub bliżej uchwytu)
- Pokrętło (ze skalą) suportu górnego (#10 w DTR) - służy do przemieszczania wózka wzdłuż materiału ("prawo" lub "lewo", dalej lub bliżej uchwytu) z większą precyzją niż Pokrętło suporta wzdłużnego (#9)
- Dźwignia włączająca posuw (#11 w DTR) - Po jej uruchomieniu załączony zostaje automatyczny posuw zgodnie z wybranymi kołami przekładniowymi (#6), kierunkiem posuwu (#7) oraz szybkością posuwu (#8).
- Pokrętło przesuwu poprzecznego (brak oznaczenia w DTR, nad pokrętłem suporta wzdłużnego) - służy do przesuwania noża w poprzek osi obrotu materiału, efektywnie regulując głębokość cięcia
- Dźwignia zacisku tulei konika (#13 w DTR) - Jej przełączenie powoduje blokadę lub uniemożliwienie przesunięcia konika
- Konik (#14 w DTR) - służy do umieszczania w nim narzędzi dodatkowych jak kieł (obrotowy lub stały, do podparcia materiału), uchwyt wiertarski (do wiercenia) itd.
- Korba ręczna regulująca wysuw konika (#15 w DTR) - umożliwia wysunięcie narzędzia umieszczonego w koniku bez przesuwania konika
- Śruba pociągowa (#16 w DTR) - zapewnia automatyczny posuw suportu po uruchomieniu tej funkcji dźwignią włączającą posuw.
- Pokrętło wyboru prędkości obrotowej (brak oznaczenia w DTR, potencjometr nad przełącznikami szybkości oraz kierunku posuwu) - Reguluje prędkość obrotową wrzeciona w zakresie określonym przez dobrane koła pasowe zgodnie z tabliczką #6
- Wyświetlacz prędkości obrotowej (brak oznaczenia w DTR, nad pokrętłem wyboru prędkości obrotowej) - wyświetla aktualną prędkość obrotową wrzeciona
Niezbędne narzędzia
Wszystkie narzędzia niezbędne do pracy z tokarką i jej regulacji powinny znajdować się w jej okolicy. Część narzędzi znajduje się w metalowym pudełku pod tokarka - jest prośba, aby po skończonej pracy narzędzia te wróciły do tego pudełka - są to narzędzia, które przyszły razem z tokarką i na 100% do niej pasują bez szukania po ścianach i szufladach.
Noże znajdują się w prawej górnej szufladzie pod tokarką. Narzędzia wyjęte z pudełek koniecznie powinny wrócić do swoich pudełek! Trzymanie ich w pudełkach, a nie rozrzucone w szufladzie służy zapobieganiu ich uszkodzeniu poprzez kontakt z innymi narzędziami. Nie niszczmy płytek poza tokarką!
Mocowanie materiału w uchwycie
- Otworzyć dostatecznie szeroko szczęki
- Wsunąć materiał najgłębiej jak jest to możliwe
- Dokręcić szczęki, najlepiej (koniecznie gdy materiał jest duży, długi itd) wszystkimi 3 śrubami tak, by zapobiec obróceniu materiału w uchwycie.
W razie potrzeby jest możliwość umocowania materiału jak rury lub materiał z uprzednio wytoczonym środkiem "od wewnątrz", tj na zewnętrznych płaszczyznach szczęk.
Skrzynia przekładniowa
W skrzyni przekładniowej znajdują się koła przekładniowe pozwalające na wybór różnych prędkości posuwu oraz koła pasowe umożliwiające wybór jednego z dwóch zakresów prędkości obrotowej wrzeciona zgodnie z tabliczką z przodu maszyny. Jako ogólna zasada starajmy się przywrócić maszynę do ustawień sprzed naszej pracy, tak, aby następna osoba mogła bez zmiany korzystać z najczęściej używanych przełożeń itd.
Zmiana, szczególnie kół zębatych w skrzyni przekładniowej, nie jest szczególnie skomplikowaną operacją, jednak wymaga pewnych umiejętności z zakresu mechaniki, ponieważ należy dobrać pozycję kół zapewniając dostateczny luz między zębami stykajacych się kół, jednocześnie niezbyt luźno, ponieważ oba te stany mogą prowadzić do uszkodzenia tokarki.
Jeżeli zdecydujesz się to zrobić, należy szczegółowo zapoznać się z DTR, szczególnie stronami 46-50 opisującymi te procedury.
Uruchomienie tokarki
- Upewnić się, że wyłącznik awaryjny nie jest wciśnięty
- Upewnić się, że włącznik główny tokarki jest w pozycji poziomej "włączonej"
- Upewnić się, że wybrany został odpowiedni kierunek obrotów
- Upewnić się, że w uchwycie nie ma klucza, a osłona uchwytu jest zamknięta
- Uruchomić tokarkę wciskając przycisk ON
UWAGA! W przeciwieństwie do starej tokarki, w tej nie da się zejść obrotami do zera!
Noże płytki i uchwyty
Tokarka wyposażona jest w głowicę multifix A która współpracuje z dostępnymi imakami, pozwala na łatwe dostosowanie kąta podejścia do materiału oraz ustawienie płytki do osi obrotu.
Dostępne są następujące noże tokarskie które współpracują z następującymi płytkami:
S10K-SCLcR06 - CCMT i CCGT 0602...
SCLCR1212H06 - CCMT i CCGT 0602...
SCLCR1010H06 - CCMT i CCGT 0602...
SCLCL1212H06 - CCMT i CCGT 0602...
SDNCN1010H07 - DCGT i DCMT 0702...
SDjcL1212H07 - DCGT i DCMT 0702...
SDJCR1010H07 - DCGT i DCMT 0702...
SNR0010K11 - 11IR A60
MGEHR1212-2 - MGMN 200, MGMN 200-G H01 (alu)
<dodać zdjęcia>
Na każdym opakowaniu płytek powinny znajdować się oznaczenia informujące o materiale w którym można nimi skrawać zgodne z iso material group (P, M, K, N, S, H):
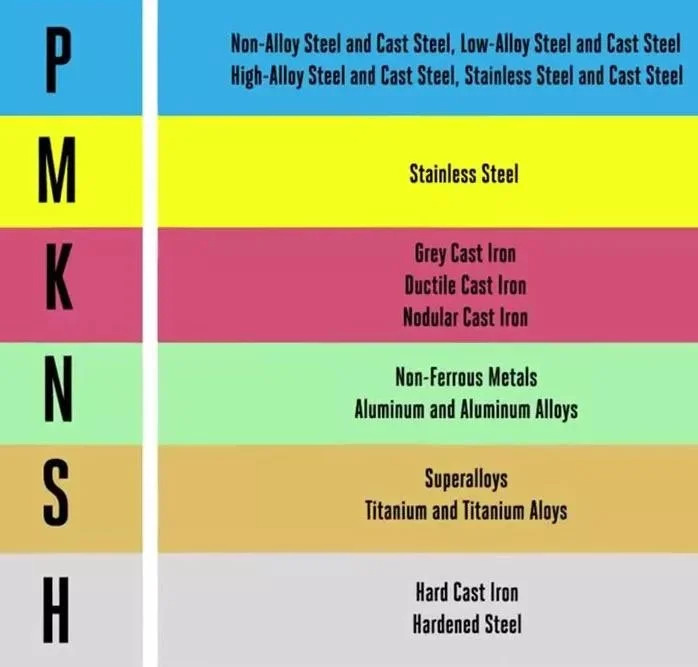
Skrawanie materiału płytkami do nich nie przeznaczonych powoduje ich szybkie zużycie oraz przeważnie niedostateczny wygląd powierzchni po skrawaniu.
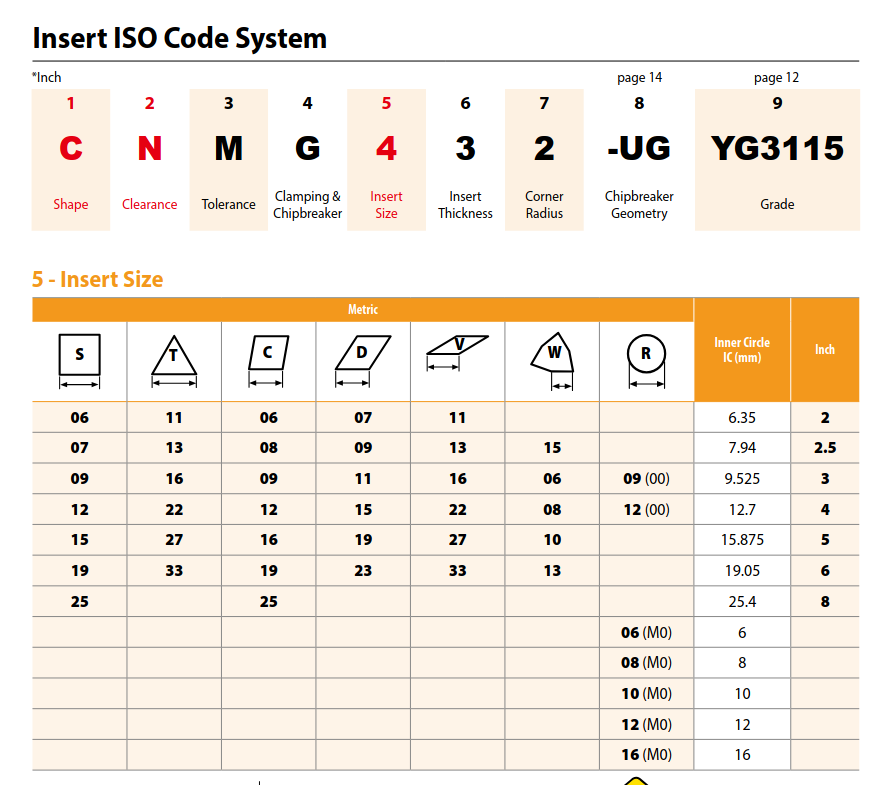
Rozpis oznaczeń:
DCxx/CCxx XXYYZZ
XX- Długość boku płytki w mm - wszystkie noże dostępne w HS współpracujące z płytkami CC są w rozmiarze 06, a dla płytek DC w rozmiarze 07
YY - Wysokość płytki w mm - wszystkie noże dostępne w HS współpracujące z płytkami CC i DC są w rozmiarze 02
ZZ - Promień naroża w dziesiątych częściach mm, dostępne warianty 02, 04 oraz 08- promień zaokrąglenia krawędzi tnącej płytki, im większy tym wytrzymalsza płytka ale kosztem powierzchni
Reference
WIP, 0-30 min przeparsowane, będzie analizowane dalej
| F2530747: Screenshot from 2026-03-24 22-31-30.png | |
| Tue, Mar 24, 10:34 PM |
| F2530737: Untitled.jpeg | |
| Tue, Mar 24, 10:34 PM |
| F2074678: image.png | |
| Sep 3 2025, 11:32 PM |
| F2074676: image.png | |
| Sep 3 2025, 11:32 PM |
- Last Author
- tsng
- Last Edited
- Tue, Mar 24, 10:45 PM